





Elektroda Grafîtê ya Hêza Bilind Ji bo EAF LF Smelting Steel HP350 14inch




Parametreya Teknîkî
| Parametre | Par | Yekbûn | Daneyên HP 350mm (14"). |
| Nominal Diameter | Elektrod | mm(inç) | 350(14) |
| Diameter Max | mm | 358 | |
| Min Diameter | mm | 352 | |
| Dirêjahiya Navdar | mm | 1600/1800 | |
| Max Length | mm | 1700/1900 | |
| Min Length | mm | 1500/1700 | |
| Density niha | KA/cm2 | 17-24 | |
| Kapasîteya Hilgirtina Niha | A | 17400-24000 | |
| Berxwedana Taybet | Elektrod | μΩm | 5.2-6.5 |
| Serê pêsîrê | 3,5-4,5 | ||
| Hêza Flexural | Elektrod | Mpa | ≥11.0 |
| Serê pêsîrê | ≥20.0 | ||
| Modula Ciwan | Elektrod | Gpa | ≤12.0 |
| Serê pêsîrê | ≤15.0 | ||
| Density Bulk | Elektrod | g/cm3 | 1,68-1,72 |
| Serê pêsîrê | 1,78-1,84 | ||
| CTE | Elektrod | × 10-6/℃ | ≤2.0 |
| Serê pêsîrê | ≤1.8 | ||
| Ash Content | Elektrod | % | ≤0.2 |
| Serê pêsîrê | ≤0.2 |
BİXWÎNE: Her hewcedariya taybetî ya li ser pîvanê dikare were pêşkêş kirin.
Telîmata Ji bo Sazkirina Nipple
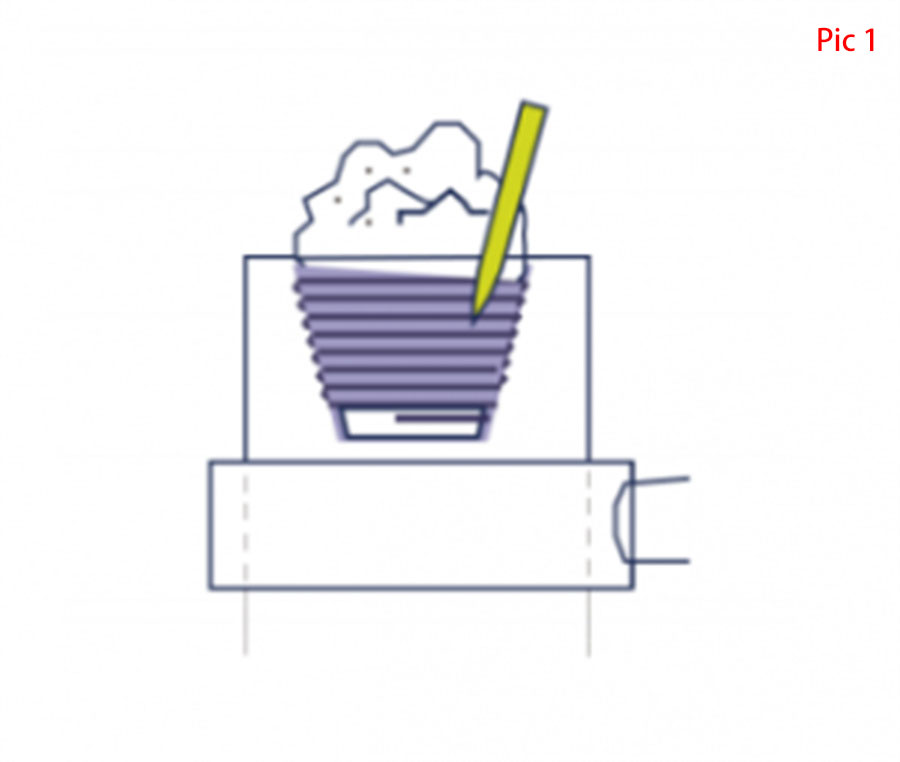
1.Berî sazkirina niçika elektrodê ya grafît, Toz û qirêjê li ser rû û soketa elektrod û nippleyê bi hewaya pêçandî paqij bikin; (binihêre wêne 1)
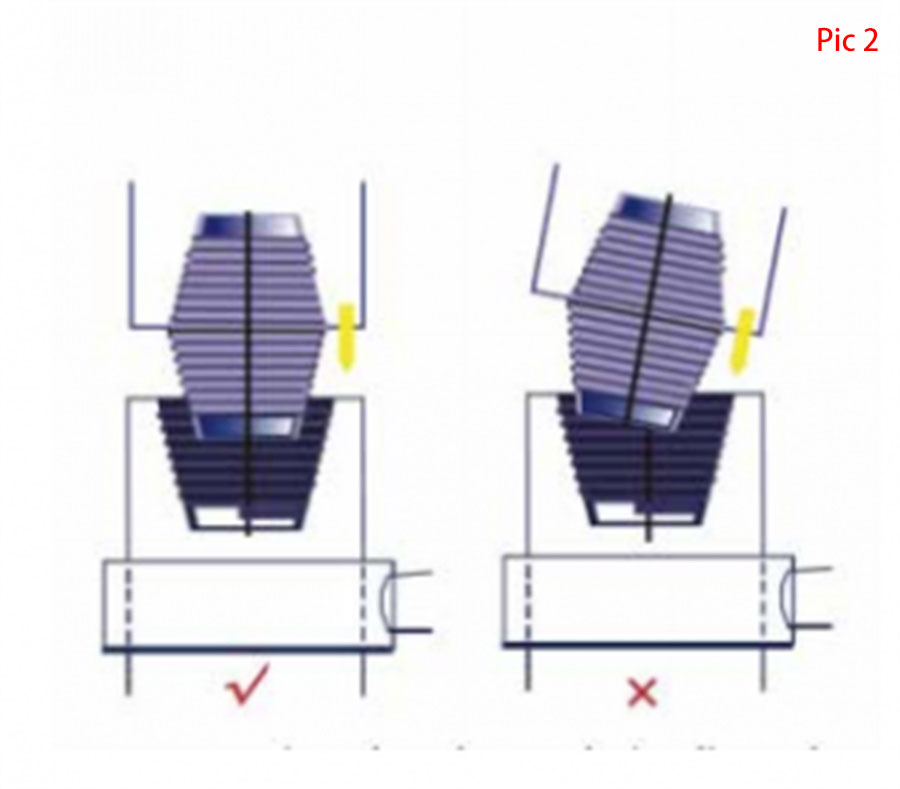
2.Rêza navîn a nipa elektroda grafît divê di dema du perçeyên elektrodên grafît de bi hev re hevgirtî bimîne; (binihêre wêne 2)
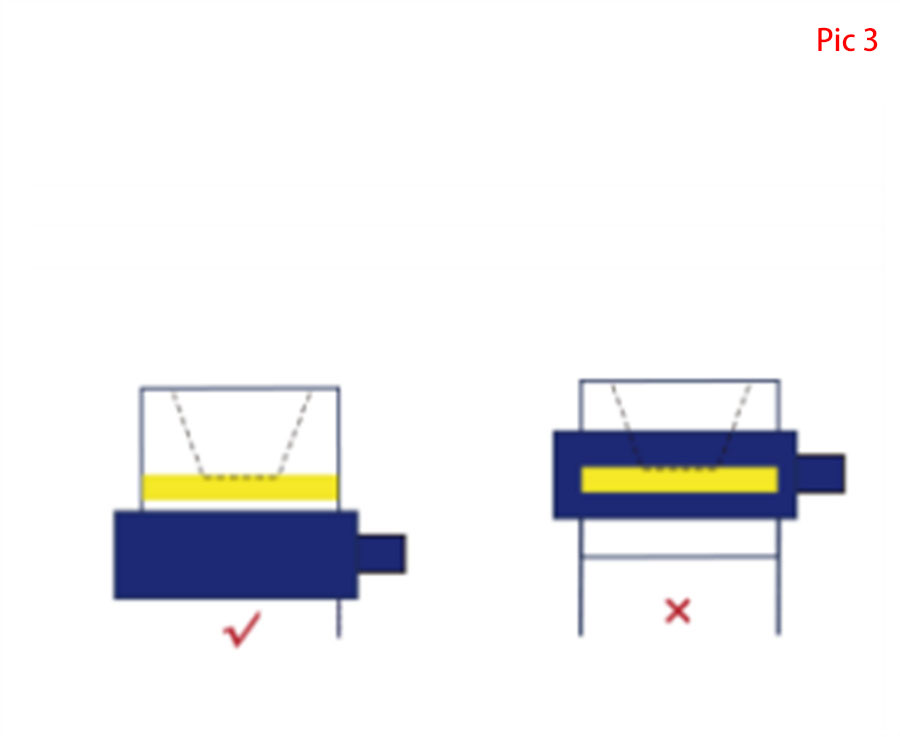
3. Klampera elektrodê divê li cîhê rast were girtin: li derveyî xetên ewlehiyê yên dawiya bilind; (binihêre wêne 3)
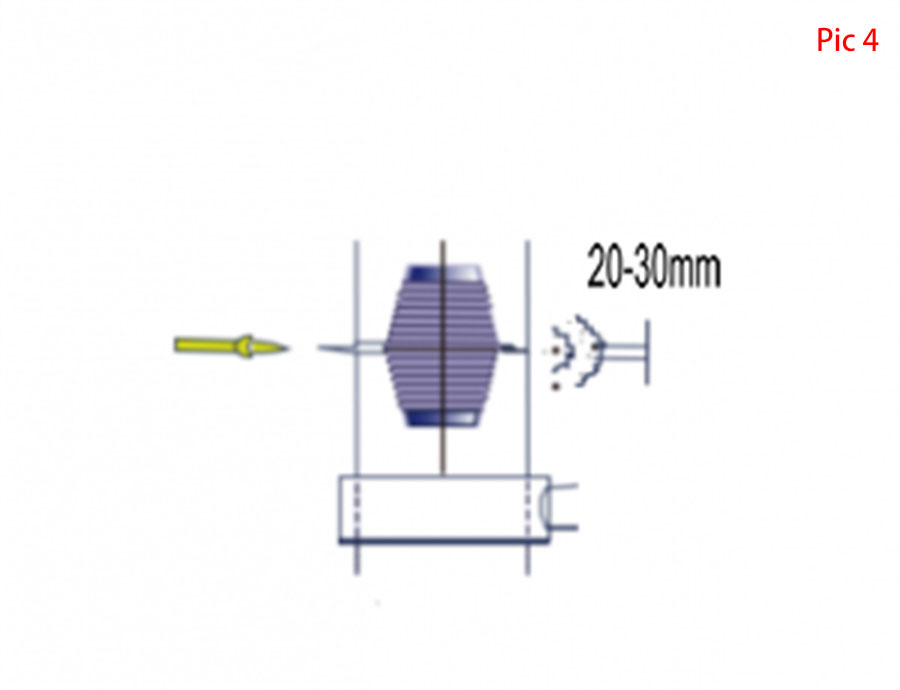
4.Berî şidandina nîskê, temîn bikin ku rûbera nipê bê toz an pîs paqij bibe. (binihêre wêne 4)
Rêbernameya Pêşniyar Ji Bo Veguhastin û Hilanînê
1. Bi baldarî tevbigerin da ku pêşî li şemitîna ji ber ziwabûna elektrodê û şikandina elektrodê bigirin;
2.Ji bo ku hûn rûbera dawiya elektrodê û têla elektrodê piştrast bikin, ji kerema xwe elektrodê li her du dawiya elektrodê bi çengek hesinî ve girê nekin;
3.Divê sivik were girtin da ku pêşî li lêdana movikê bigire û zirarê nede dema barkirin û daxistinê;
4. Elektrod û hevgirêdan rasterast li erdê nehêlin, Divê çarçoveyek darîn an hesinî bixin da ku pêşî li zirara elektrodê bigirin an bi axê ve girêbidin, berî ku bikar bînin pakêtê dernexin da ku pêşî li ketina toz, bermayiyan bigirin. li ser qulika têl an elektrodê;
5.Elektrod divê bi rêkûpêk li depoyê bêne danîn, û her du aliyên stikê werin pêçandin da ku pêşî li şûştinê bigirin. Bilindahiya stûnê ya elektrodê bi gelemperî ji 2 metreyan ne zêdetir e;
6.Elektrodên depokirinê divê bala xwe bidin baran û şil-proof. Pêdivî ye ku elektrodên şil berî bikar bînin werin zuwa kirin da ku di dema çêkirina pola de şikestin û zêdebûna oksîdasyonê nehêlin;
7.Store connector elektrodê ne nêzîkî germahiya bilind ji bo pêşî li germiya bilind ji helandina bolt hevbeş.
berhemên Related
-

HP24 Graphite Carbon Electrodes Dia 600mm Elec...
Parametreya Teknîkî Parametreya Parçeyê HP 600mm(24”) Daneya Navdêr Elektrod mm(inç) 600 Mezinahiya Mezin mm 613 Min Dirêjiya mm 607 Dirêjiya Navdar mm 2200/2700 Dirêjahiya Mezin mm 2300/2800 Kêm 0 Dirêjahî mm2300/2800 Kêm 0 Dirêjahî/ cm2 13-21 Kapasîteya Hilgirtina Niha A 38000-58000 Elektroda Berxwedana Taybet μΩm 5.2-6.5 Nipple 3.2-4.3 Flexural S...
-

Elektrodên Grafît Ji Bo Pola Çêkirina Hêza Bilind…
Parametreya Teknîkî Parametreya Parçeyê HP 400mm(16”) Daneya Navdêr Elektroda mm(inç) 400 Mezinahiya Mezin mm 409 Min Dirêjahiya mm 403 Dirêjahiya Navdar mm 1600/1800 Dirêjahiya Max mm 1700/1900 Kêm 0 Dirêjahî mm cm2 16-24 Kapasîteya Hilgirtina Niha A 21000-31000 Elektroda Berxwedana Taybet μΩm 5.2-6.5 Nipple 3.5-4.5 Flexural S...
-

Elektrodên Grafît Di Elektrolîzê de HP 450mm 18...
Parametreya Teknîkî Parametreya Parçeya HP 450mm(18”) Daneyên Navdêr Elektroda mm(inç) 450 Mezinahiya Mezin mm 460 Min Dirêjiya mm 454 Dirêjiya Navdar mm 1800/2400 Dirêjahiya Max mm 1900/2500 Kêm 700 mm2 cm2 15-24 Kapasîteya Hilgirtina Niha A 25000-40000 Elektroda Berxwedana Taybet μΩm 5.2-6.5 Nipple 3.5-4.5 Flexural S...
-

Hilberînerên Elektroda Grafît Li Çînê HP500...
Parametreya Teknîkî Parametreya Parçeyê HP 500mm(20”) Daneya Navdêr Elektroda mm(inç) 500 Mezinahiya Mezin mm 511 Min Dirêjiya mm 505 Dirêjahiya Navdar mm 1800/2400 Dirêjahiya Max mm 1900/2500 Kêm 700 mm2 cm2 15-24 Kapasîteya Hilgirtina Niha A 30000-48000 Elektroda Berxwedana Taybet μΩm 5.2-6.5 Nipple 3.5-4.5 Flexural ...
-

Electric Arc Furnace Graphite Elektrodên HP550m...
Parametreya Teknîkî Parametre Parametre Yekîneya Part HP 550mm(22”) Daneya Navdêr Elektrod mm(inç) 550 Mezinahiya Mezin mm 562 Min Dirêjiya mm 556 Dirêjiya Binavkirî mm 1800/2400 Dirêjahiya Mezin mm 1900/2500 Kêm 700 mm2 cm2 14-22 Kapasîteya Hilgirtina Niha A 34000-53000 Elektroda Berxwedana Taybet μΩm 5.2-6.5 Nipple 3.2-4.3 Flexural S...
-

Elektrodên Grafît Bi Hilberînerên Nipples ...
Parametreya Teknîkî Parametreya Parçeyê Yekîneya HP 300mm(12”) Daneyên Navdêr Elektroda mm(inç) 300(12) Mezinahiya Mezin mm 307 Min Dirêjiya mm 302 Dirêjiya Navdar mm 1600/1800 Dirêjiya Mezin mm 1700/1900 Kêm 1700/1900 Kêm Density KA/cm2 17-24 Kapasîteya Hilgirtina Niha A 13000-17500 Elektroda Berxwedana Taybet μΩm 5.2-6.5 Nipple 3.5-4.5 Flexu...





